
鉄鋼業界のカーボンニュートラル
鉄鋼業界は国内産業界で最も多くのCO2を排出しており、遅ればせながら脱炭素化に向け「グリーンスチール」の商品化を加速している。
中でも、神戸製鋼は低CO2高炉鋼材”Kobenable Steel”を他社に先駆けて商品化し、低炭素Al合金板材も含めて日産自動車に供給を開始した。2023年春を目指して新型EVの「セレナe-POWER」、「アリア」や、中型SUVの新型「エクストレイル」などへの適用が進められている。
欧州
戦略:
■電炉+直接還元製鉄/水素直接還元製鉄 ➡ 主流、天然ガスから水素への転換を計画
■高炉(転炉)+CCUS(CO2の回収・再利用・貯留)➡ 2020年以降の新規計画はない
■電炉(スクラップ利用)➡ 実用炉の建設Pjが発表
再生可能エネルギー導入が進み、自動車メーカーからの要請を受け、鉄鋼業界はグリーンスチール生産に動き出した。ドイツSalzgitterはウィンドファームを建設、Tata Steel Europeは電炉+水素直接還元製鉄を選択して高炉+CCUSは保留、ドイツThyssenkruppは直接還元製鉄への大型投資を発表。
米国の戦略
戦略:
■電炉(スクラップ利用)➡ 高級鋼の製造
■溶融酸化物電気分解法(MOE:Molten oxide electrolysis)➡ スタートアップBoston Metal
USスチールは300万トン/年の電炉・鋼板工場を新設予定。最大90%のスクラップ鉄を利用した高張力鋼の生産でCO2排出量の75%削減を実現した。また、MOEによる製鉄では、酸化鉄を直接電気分解することで鉄鉱石中の酸素を除去し、鉄鉱石から直接粗鋼を取り出すことで注目を集めている。
アジアの戦略
戦略:
■韓国:流動層還元法をベースとした水素還元製鉄
■中国:酸素高炉、ミニ高炉(水素還元)、電炉拡大などを検討中
韓国POSCOは2007年に開発した流動層還元法をベースに、2030年に向け水素還元技術HyREXを開発中である。中国大手鉄鋼メーカーは熱風に代り純酸素を吹き込むことで石炭使用量を減らす酸素高炉を検討中、またミニ高炉による水素還元製鉄の研究を進めている。
出典:星野岳穂:カーボンニュートラル実現に向けた鉄鋼業の取り組みと課題、2023年3月29日
日本の鉄鋼メーカーの動向
日本の産業部門におけるCO2の総排出量は2.8億トン(2019年)にのぼり、その内訳は鉄鋼1.3億トン(48%)、化学0.6億トン(20%)、窯業他0.2億トン(9%)、紙パルプ0.2億トン(6%)、機械0.1億トン(4%)、その他0.4億トン(14%)である。鉄鋼業界は最も多くのCO2を排出している。
日本はカーボンニュートラルに向けた戦略として、欧州で保留となったプロセス「高炉(転炉)+CCUS」を追求し、2013年にNEDO事業「環境調和型製鉄プロセス技術開発」で開始し、2016年にパイロットプラントが完成した。世界のトレンドが水素直接還元製鉄に向いており、見直す必要はないか?
政府の支援
2025年1月、経済産業省は自動車メーカーに「グリーン鉄」導入を促すため、グリーン鉄を採用したEVなどエコカー購入者に対する補助金を最大5万円上乗せする制度を始めると発表。2025年度の新車購入者から対象とし、各メーカーに2030年度までのグリーン鉄の調達量や導入比率などの計画提出を求める。
今後、メーカー毎の上乗せ額を設定し、同じメーカーのEVであれば一律で最大5万円となるが、軽EV、PHV、FCVなどの種別により異なる。「クリーンエネルギー自動車導入促進補助金」は、車種や性能・機能などで異なり、基本額は最大でEVが85万円、軽EV・PHVが55万円、FCVが255万円で、この額に上乗せされる。
*グリーン鉄は強度や軽さなど性能は遜色ないが、製造コストが高い。日本自動車工業会によると、車1台に必要な鋼材は1.5トンで、CO2を3割削減するには3万円/台のコスト増になる。現状、自動車メーカーへの導入はほとんど進んでいないのが実情である。
神戸製鋼所
2022年5月、従来の高炉工程で発生するCO2排出量を大幅に削減した低CO2高炉鋼材“Kobenable Steel(コベナブルスチール)”を国内で初めて商品化した。使用する鉄鉱石の一部を還元済みの熱間成形還元鉄(HBI)に置き換え、同社加古川製鉄所の高炉に多量装入して製造する。
従来の高炉法に比べて製鉄工程でのCO2排出量を20~40%抑制でき、2種類の低CO2高炉鋼材の販売を開始している。「マスバランス方式」適用により、英国の第三者機関から「CO2排出量100%削減」の認定を受けている。
2023年は8000トン/年を供給し、日産自動車の「セレナ」や、東京豊洲で建設中の高層ビルの鉄骨で採用されている。
低CO2高炉鋼材“Kobenable Steel”の製造:
■天然ガス(主にCH4)を還元材とし、粉鉱石を加工したペレットを使ってシャフト炉で還元鉄を製造し、ミドレックス技術により高温の還元鉄を運搬に適する大きさの熱間成形還元鉄(HBI:Hot Briquetted Iron)にして高炉へ移送する。
■鉄鉱石の一部を既に還元済みのHBIに置き換え、従来、高炉で使用するコークス量を減らし、CO2排出量を削減する。販売にあたっては、全体でのCO2削減効果を特定の鋼材に割り当てる「マスバランス方式」を採用する。
また、低炭素アルミニウム(Al)合金板材は、原料鉱石(ボーキサイト)からAl地金を造る「電解精錬工程」に太陽光発電の電力のみを使用する。これにより、Al地金製造時のCO2排出量を従来比で約50%削減する。また、製造現場で発生したリサイクル原料も活用し、CO2 排出量を削減する。
低炭素アルミニウム合金板材の製造:
■太陽光発電によるAl地金の生産は、アラブ首長国連邦(UAE)のEmirates Global Aluminium(EGA)が担当し、同社が生産した地金を伊藤忠商事が神戸製鋼に供給する。伊藤忠から調達したAl地金を用いて、神戸製鋼の真岡製造所でAl合金板材を生産する。
JFEスチール
2022年10月、CO2排出量を減らし実質ゼロにする「グリーン鋼材「JGreeX(ジェイグリークス)」を、2023年上期から販売すると公表した。第三者機関(日本海事協会)からの認証を得たうえで、販売にあたっては全体でのCO2削減効果を特定の鋼材に割り当てる「マスバランス方式」を採用する。
2023年度の供給可能量は20万トン程度で、東日本製鉄所(千葉地区)第4製鋼工場へ新たなアーク式電気炉の導入を発表している。また、2030年度時点で500万トン/年のグリーン鋼材を販売する計画で、2027~2030年度にも岡山県の高炉1基を電炉に転換する検討を進めている。
2023年6月、20万トン/年程度の供給を9月に開始する。広島県の造船会社が自社用船に採用し、12月からは国内海運8社が発注する貨物船向けにも供給する。
2024年7月、グリーン鋼材を、苫小牧栗林運輸が新設する倉庫向けに供給する。8月に着工し2025年7月の完成を見込む苫小牧市内の倉庫に使う500トンの鋼材のうち、250トンでグリーン鋼材を採用する。倉庫の総工費は7億円を見込むが、グリーン鋼材の採用による総工費の増加分は1〜2%である。
道内では今後、GX関連の投資が相次ぎ、洋上風力発電の基礎部分や、データセンターなどの建築でもグリーン鋼材の採用余地は大きい。
2026年3月、GX推進機構はJFEホールディングスによる大型電炉への投資を支援。民間金融機関の融資向けに最大1800億円を債務保証する。JFEスチールの西日本製鉄所倉敷地区にある高炉1基を革新電気炉と呼ぶ次世代設備に転換する。2028年度にも国内で初めて稼働する。
今後20兆円発行するGX経済移行債を原資として、GX推進機構は融資の5〜8割に相当する最大1800億円について債務保証する。投資総額3294億円のうち、1045億円を国の補助金で賄い、残りの2249億円は民間金融機関からの融資や社債で資金を調達する方針である。
世界では脱炭素に後退する動きもあるなか、製造するグリーン鉄の需要の見極めは難しい。民間金融だけでは負いきれないリスクを、GX推進機構が補完する。
日本製鉄
2022年5月、CO2排出量が実質ゼロの「NSCarbolex Neutral(エヌエスカーボレックス ニュートラル)」を2023年度から販売すると公表した。
2022年度下期以降に商業運転を開始する瀬戸内製鉄所広畑地区他に新設した電炉で、グリーン電力を使って生産する。2023年9月から販売を開始し、初年度の供給量は30万トン規模で、生産量は70トン/年で、主に電磁鋼板と自動車用鋼板を製造する。
最高級の電磁鋼板を電炉で造るのは世界で初めての試みとなるが、低コスト化には原発の再稼働が必要としている。また、高炉で生産する鉄鋼は水素還元製鉄により炭素の使用量を減らせても、ゼロにはできないため、CCUS(CO2の回収・再利用・貯留)導入が必須としている。
2023年7月、液化水素向けの新鋼材の開発を発表した。水素ステーション向け需要を取り込み、2023年度から本格販売を目指す。一定以上のクロムを添加したステンレス鋼の一種で、低温の液化水素が触れても割れないよう、金属中の特定化合物を減らすなど成分調整を加えた。
現状、液化水素を受け入れるタイプの水素ステーションを導入する事業者は限られる。ただ、通常の気体と比べて体積を1/800に抑えられ運搬効率が高まるため、将来的には普及が期待されている。
2024年12月、高炉水素還元で、CO2を43%削減する技術を東日本製鉄君津地区の試験炉で確立した。加熱水素の使用や高炉内の熱バランス調整で向上させ、今後は50%以上の削減と実機高炉での活用をめざす。2026年4月に君津地区の第2高炉で実証試験を始める予定で、水素吹き込みの工事を今後進める。
2025年7月、同社の環境配慮型チタン「TranTixxii-Eco(トランティクシー・エコ)」がスズキが参戦する2025年8月の「鈴鹿8時間耐久ロードレース」向け二輪車のマフラー材に採用された。原料の50%以上にチタンスクラップを使い、製造時のCO2排出量を約46%以上削減するという。
純チタンとして世界初の環境配慮型素材で、製造で異材・異物の混入を防ぐためチタンスクラップを厳格に品質管理し、新型電子ビーム式溶解炉で独自プロセスにより、従来と品質が変わらないようにした。
2026年4月、日本製鉄は九州製鉄所八幡地区で高炉から転換し、世界最大規模の大型電炉建設に着手した。6302億円を投じ、粗鋼生産能力約200万トン/年の大型電炉と関連設備を整備し、2029年度後半の生産開始をめざす。高炉は2030年度前半で廃止を予定し、北九州市の高炉は全てなくなる。
東京製鉄
大成建設に建設用鋼材の供給を予定している。
水素還元製鉄との現状
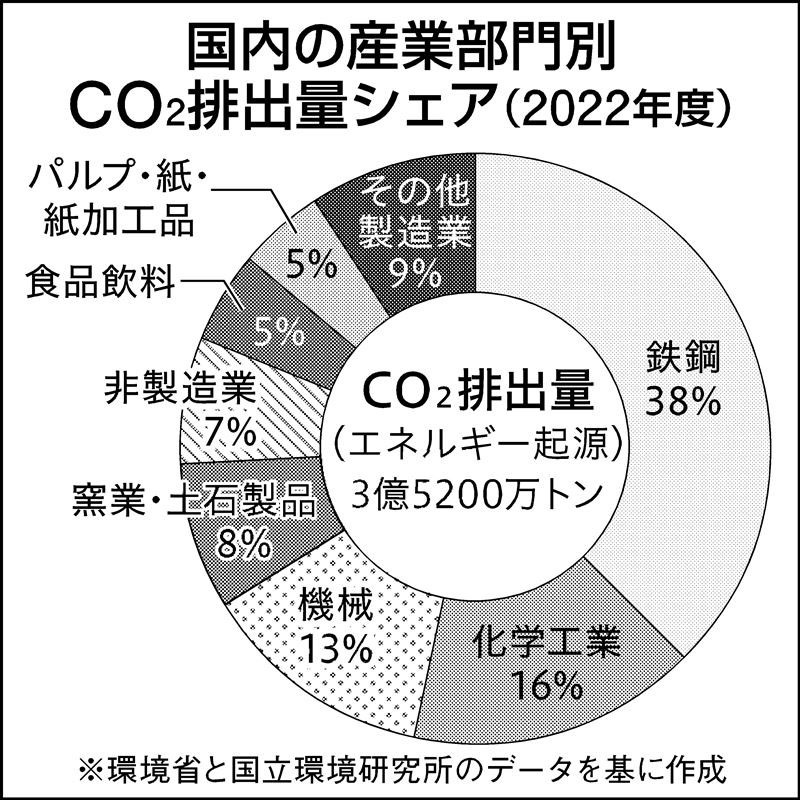
国内鉄鋼業からのCO2排出量
国内鉄鋼業からのCO2排出量は2022年度に約1億3400万トンに達し、産業部門全体のCO2排出量の約38%を占め、化学0.6億トン(16%)、機械0.5億トン(13%)、窯業他0.3億トン(9%)などと比較しても格段に多い。
運輸部門や家庭などを含む日本全体のCO2排出量中でもシェアは約13%に達しており、業界として脱炭素化は必須課題となっている。
日本はカーボンニュートラルに向けた戦略として、欧州で保留となったプロセス「高炉(転炉)+CCUS」を追求し、2013年にNEDO事業「環境調和型製鉄プロセス技術開発」で開始し、2016年にはパイロットプラントを完成した。しかし、世界のトレンドが水素直接還元製鉄に向っており、見直しが行われた。
3つの製鉄プロセス
現在、「高炉法」、「直接還元法」、「電炉法」の3つの製鉄プロセスが普及している。
■「高炉法」
高炉の中に鉄鉱石とコークス(炭素)を投入し、鉄鉱石を溶解すると同時に還元するためエネルギー効率が高く、高級鋼材の製造が可能。しかし、コークスの大量使用で、CO2排出量が多い。
■「直接還元法」
鉄鉱石を直接還元炉に投入して溶解し、高温の天然ガス(炭素+水素)を注入して還元する。溶解と還元が別工程となるためエネルギー効率が低いが、高炉法に比べてCO2排出量は少ない。
■「電炉法」
鉄スクラップなど還元済みの鉄原料を電炉に投入し、少ない電気エネルギーで溶解する。原料の鉄スクラップに不純物が多く、高級鋼材向きではないが、高炉法に比べてCO2排出量は少ない。
「高炉法」は、国内鉄鋼業からの温室効果ガス(GHG)排出量の90%以上を占める。一方、「電炉法」は、「高炉法」に比べてCO2排出量を1/4程度に抑えられるため、「電炉法」の活用にシフトしているのが現状である。しかし、開発途上国での鉄鋼需要の増加のため、鉄スクラップの供給は不足するとみられている
また、「直接還元法」で使う高品位鉄鉱石は世界供給量の10%以下と希少であるため、大量に安定調達することは困難とみられている。

脱炭素化に向けた製鉄プロセスの転換
従来の「高炉法」と「直接還元法」では、鉄鉱石から酸素を分離(還元)する過程で、コークスや天然ガスに含まれる炭素を使うためにCO2が発生するのである。「水素製鉄」は、鉄鉱石からの酸素の分離(還元)に水素を用いることで、製造過程でのCO2発生を取り除くプロセスである。
しかし、単純にコークスや天然ガスを水素に置き換えただけでは、新たな問題が発生する。
「高炉法」では、水素還元製鉄を行う場合に高温の維持が必要となる。コークスを使う還元では発熱反応が起きるため鉄を溶解するのに十分な熱量が確保できるが、水素による還元反応では吸熱反応が起きるため炉内温度が低下して鉄が固化してしまう。
そのため、高炉法による「水素還元製鉄」では、エネルギー効率面からコークスなどを一部使うことが検討されている。グリーンイノベーション基金事業では、水素還元製鉄によるCO2削減率は50%を目標とし、残り50%についてはCCUS(CO₂回収・利用・貯留)技術を使い、実質的な排出ゼロを目指し開発しています。
「直接還元法」でも、水素還元製鉄を行う場合に高温の維持が問題となる。直接還元炉内の温度は900℃程度と比較的低温であり、水素還元の吸熱反応により炉内温度が低下すると還元鉄の粉化や固着化が起こりやすく、目詰まりなどにより製造効率が低下する。
特に、現在の高炉法で使用されている低品位鉄鉱石を使った場合に、粉化や固着化が起こりやすくなることが明らかになっている。グリーンイノベーション基金事業では、製造量を拡大しやすい低品位鉄鉱石の活用を前提とした水素還元技術の確立もめざしている。
「電炉法」では、還元済みの鉄原料を使用するので、鉄原料に含まれる不純物除去の精度向上が課題である。特に低品位鉄鉱石を原料とした還元鉄を使用する場合は、不純物が多くなるため、グリーンイノベーション基金事業では、効率的な溶解と不純物除去の精度向上をめざして技術開発が進められている。

IAEによる製鉄プロセスの転換予測
国際エネルギー機関(IAE)は、製鉄プロセスでのCO2排出量が実質ゼロである「グリーンスチール」の市場規模が、2050年時点で約5億トンとなり、2070年には「グリーンスチール」の市場規模が90%を超えるとの予測を示した。(IEA Energy Technology Perspecyives 2020)

現在、世界の粗鋼生産量は18.7億トンで、そのうち約半分を中国が占め、日本の生産量は約1億トンである。日本勢は電動車のモーター用の電磁鋼板など高品質な鋼材の供給により競争力を維持している。
また、世界には約800基の高炉(内、日本20基)が存在し、世界中の高炉メーカーが脱炭素化をめざして技術開発を進めている。そのため世界最高水準の高品位な鉄鋼を供給し、世界をリードするためには脱炭素化に向けた製鉄プロセスの転換が必須となっている。
一方、欧州では鉄やアルミなどを対象に環境規制の緩い国からの輸入品に課税する「国境炭素税」を導入する検討を進めている。そのため、国内外の自動車大手はサプライチェーン全体のCO2削減をめざしており、「グリーンスチール化」は避けて通れない状況を迎えている。
海外製鉄メーカーの動向
欧州や中国の製鉄メーカーも「グリーンスチール化」をめざし、①「高炉法」をベースとする水素還元製鉄+CCUS、②水素による直接還元製鉄、③「電炉法」への転換への取り組みを進めている。
一方、安価で豊富な水素の供給が滞る現状から、2024年にはArcelor Mittalが水素直接還元を延期し、「電炉」のみを先行すると発表するなど、動向から目を離せない。
欧州メーカー
欧州各国の製鉄メーカーでは、高品位鉄鉱石を原料とした②「直接還元製鉄」+③「電炉」による製鉄プロセスが主流で、多くが2030年までの稼働を予定し、操業開始時は天然ガスを使用し、水素インフラが整備されたタイミングで水素への転換をめざしている。
しかし、最近になり、水素のコスト・供給量の懸念等から、実施内容の見直し・延期等が行われている。

スウェーデンでは、SSABが「直接水素還元製鉄」の開発に向け2020年から実証プラントでの実証開始、高品位鉄鉱石からグリーン水素を使い鉄を取り出し、電炉に投入して粗鋼を製造する。2021年にはボルボ・カーズと共同で実証プラントで生産したグリーンスチールを用いた自動車製造に着手している。
■2024年4月、SSABは、スウェーデン北東部のルーレオ製鉄所で、高炉から化石燃料を使用しないミニミル(小規模電炉)への設備転換を行う投資を決定。2023年に発表した南東部オクセレスンド製鉄所の設備転換によるCO2排出量3%の削減に加えて合計7%削減できる。
原材料は北部イェリバーレの実証プラントから供給される水素還元製鉄技術「ハイブリット(HYBRIT)」で製鉄した海綿鉄とリサイクルスクラップを使用。電気アーク炉(EAF)2基で生産能力は250万トン/年、特殊製品や自動車産業向けの特注製品を製造。稼働開始を2028年末、本格稼働をその1年後である。
ルクセンブルクのArcelor Mittal(アルセロール・ミタル)は、2022年2月にフランスのフォス・シュル・メール工場に「電炉」を建設、ダンケルク工場で「水素還元製鉄」プラント(250万トン/年)を建設し、「電炉」も併設する。いずれも2027年の操業開始を予定し、将来的にCCUS設備の導入も計画している。
■2024年11月、スペインのセスタオ鋼板工場を初の“フルスケール炭素排出ゼロ製鉄所”と位置づけ、2基の電気炉により160万トン/年への生産拡大を計画し、2026年の生産開始をめざしている。すなわち、「水素直接還元製鉄」を延期し、「電炉」のみの先行を公表した。
■2025年6月、欧州アルセロール・ミタルはドイツ北部のブレーメン州と東部のアイゼンヒュッテンシュタットの高炉で計画していた水素製鉄設備の導入中止を決めた。
ドイツ連邦政府やブレーメン州から13億ユーロ(約2200億円)の補助金を得る予定だったが、グリーン水素の供給計画の遅れなどから「財政支援があっても事業化は困難」と判断した。
ドイツのThyssenKrupp(ティッセン・クルップ)は、「直接還元製鉄」と「電炉」の建設を公表した。2026年末に天然ガスによる操業を開始し、2027年以降の100%水素直接還元をめざす。西部デュイスブルクの高炉で新プラントの建設を始めたが、稼働開始時期を当初の2026年から2027年に遅らせる。
中国メーカー
再生可能エネルギー電力とグリーン水素に関しては優位にあるとし、多数の直接水素還元プロジェクト(30万~230万トン/年規模)を公表している。ただし、操業開始時の還元ガスはコークス炉ガス(COG)や他副生ガスが主となり、将来構想としてグリーン水素を想定している。

宝武鋼鉄集団では2023年から①高炉法をベースに所内水素等を活用した「水素還元製鉄」と、2024年1月から②水素による「直接還元製鉄」(100万トン/年)について大規模試験を実施している。また、2024年4月から還元鉄溶解用の③「電気炉」(180万トン/年)の建設を開始し、2025年末の完成をめざしている。
米国の鉄鋼関連の動き
2024年4月、米国エネルギー省(DOE)は、エネルギー集約型産業の脱炭素化や温室効果ガス(GHG)排出削減を目的に最大60億ドルを拠出する。15億840万ドルが拠出される鉄鋼関連の主なプロジェクトを示す。
■鉄鋼スラブ電気誘導加熱炉アップグレードプロジェクト(ペンシルベニア州:連邦拠出7,500万ドル)
EVモーターなどに使用される高シリコン電磁鋼板を製造する生産設備を電化し、エネルギー損失を最小限に抑える。再加熱炉に関連するGHGの直接排出量を100%削減する。
■水素燃料によるゼロエミッション製鉄プロジェクト(アイオワ州:連邦拠出5億ドル)
水素による直接還元鉄(DRI)製造技術を有する世界初の商業規模の製鉄所を建設し、洋上風力タービンなどにも適した鋼種も製造。水素活用により、製造工程で81%の炭素排出量削減を見込む。
■水素対応DRIプラントおよび電炉設置プロジェクト(オハイオ州:連邦拠出5億ドル)
2基の電炉や水素にも対応したDRIプラントの設置により、自動車向け圧延鋼板などの製造において、年間100万トンのGHG排出量の削減につなげる。
■低排出、冷間成型鉄鉱石ブリケット生産プロジェクト(メキシコ湾岸:連邦拠出2億8,290万ドル)
従来の鉄鉱石ペレット製造法よりも低排出で加工できる技術を実装し、CO2排出量を60%削減する。
米国U.S.スチールは、2021年に買収したスタートアップ「Big River Steel(BRS)」が「電炉」で生産するグリーン鉄「verdeX」を、2023年にGeneral Motors(GM)へ供給すると発表。最大90%スクラップ鉄を活用し、従来の1/4のCO2排出量で、同等の高張力鋼を生産可能としている。
■2025年6月、日本製鉄は、約141億ドル(約2兆円)の買収資金の支払いを終え、USスチールの普通株を100%取得し、完全子会社化した。USスチールはニューヨーク証券取引所を上場廃止となる。
USスチールは、Big River Steelの「電炉」によりグリーン鉄の生産に一歩踏み出している。しかし、依然として高炉への依存度が高く、脱炭素化への取り組みが遅れている。脱炭素化でリードする日本製鉄の傘下に入り、保有する鉄鉱石鉱山の活用で、環境負荷の低い生産体制を構築することが期待される。
国内製鉄メーカーの動向
日本製鉄、JFEスチール、神戸製鋼所の3社が、グリーンイノベーション(GI)基金を活用して、①「電炉法」への転換、②水素による直接還元製鉄、③「高炉法」をベースとする水素還元製鉄+CCUSを進めている。
「電炉」はCO2排出量を「高炉」の約25%に抑えられるため、本格的な水素還元製鉄が立ち上がるまでの移行期期間と位置付け重視する。ただし、「電炉」だけで高級鋼需要は賄いきれないため、将来的には「高炉」+CCUS(CO2の回収・貯留・利用)により、カーボンニュートラルをめざす。
高炉水素還元で世界最高水準の「日本製鉄」
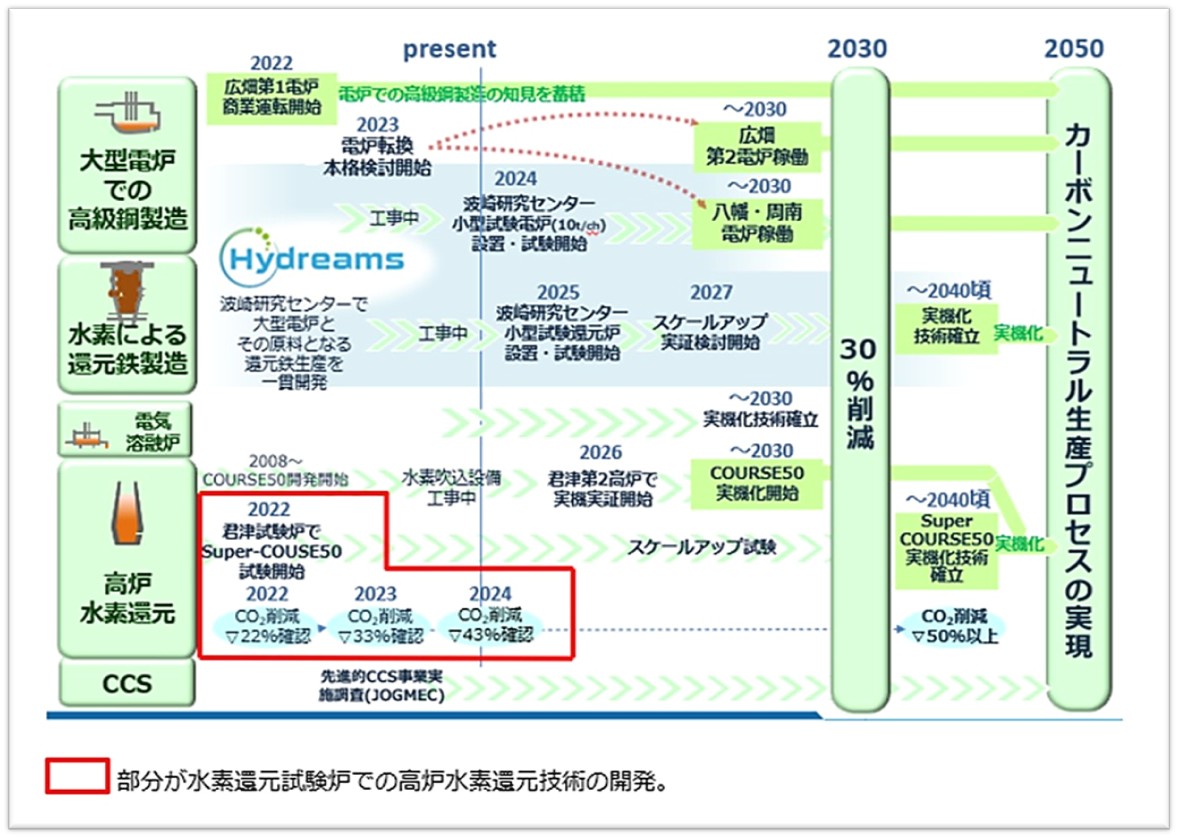
2021年3月、「日本製鉄カーボンニュートラルビジョン2050」を公表した。2050年カーボンニュートラルの実現に向け、①大型「電炉」での高級鋼製造、②水素による「直接還元製鉄」+電気溶解炉、③「高炉水素還元製鉄」+CCUSにより、カーボンニュートラル生産プロセスの実現をめざす。
2022年度には、日本製鉄、JFEスチール、神戸製鋼が連携して「高炉水素還元製鉄」の開発に着手した。日本製鉄は高品位鉄鉱石の鉱山開発から「高炉」での水素活用に至るまで、低炭素サプライチェーンの強化を一貫して進めている。
日本製鉄は、茨城県神栖市の波崎研究開発センターの一角を「Hydreams(ハイドリームズ)」と呼び、試験用の「電炉」や「水素還元炉」を設置し、「電炉」活用の拠点として、2024年から試験を開始している。
既に2022年、瀬戸内製鉄所広畑地区(兵庫県姫路市)で、世界初の「電炉」一貫によるEV向け高級電磁鋼板の商業生産(70トン/年)を開始した。また、鉄スクラップの活用に向け、広畑地区や九州製鉄所八幡地区(北九州市戸畑区)では2030年までに「大型電炉」を導入するなど、生産体制の拡充をめざしている。
2025年にはカナダの鉱山会社チャンピオン・アイアンなどと共同出資会社を設立し、高品位鉄鉱石の埋蔵が想定される同国のカミスティアチュセット鉄鉱山の開発調査に着手する。大型「電炉」での高級鋼製造の原料とする「直接還元製鉄」に適した高品位鉱の安定調達をめざす。
一方、2022年5月、東日本製鉄所君津地区の水素還元試験炉(内容積:12㎥)で、加熱した水素を使用してCO2を削減する技術(Super COURSE50技術)の試験を開始している。その結果、2022年に22%、2023年に33%、2024年に43%のCO2削減を確認した。
今後、2026年には君津地区の高炉で実機実証を開始し、2040年頃までに水素還元製鉄の実機技術を確立し、2050年までに大型高炉(内容積:4500㎥)で50%以上のCO2削減をめざす計画である。
■グリーン鉄の販売
2022年5月、CO2排出量が実質ゼロの「NSCarbolex Neutral(エヌエスカーボレックス ニュートラル)」を2023年度から販売。2022年度下期以降に稼働する瀬戸内製鉄所広畑地区他に新設した電炉で、グリーン電力を使って生産し、2023年9月から販売を開始する。
初年度の供給量は30万トン規模で、生産量は70トン/年、主に電磁鋼板と自動車用鋼板である。最高級の電磁鋼板を電炉で造るのは世界初の試みで、低コスト化には原発の再稼働が必要としている。また、高炉で生産する水素還元製鉄では炭素使用量を減らせてもゼロにはできないため、CCUS導入が必須である。
2023年7月、液化水素向けの新鋼材の開発を発表。水素ステーション向けに2023年度から本格販売をめざす。クロム添加したステンレス鋼の一種で、低温靭性に優れるよう金属中の特定化合物を減らした。
現状、液化水素を受け入れるタイプの水素ステーションを導入する事業者は限られる。ただ、通常の気体と比べて体積を1/800に抑えられ運搬効率が高まるため、将来的には普及が期待される。
2024年12月、高炉水素還元でCO2を43%削減する技術を東日本製鉄君津地区の試験炉で確立した。加熱水素の使用や高炉内の熱バランス調整で向上させ、今後は50%以上の削減と実機高炉での活用をめざす。2026年4月に君津地区の第2高炉で実証試験を始める予定で、水素吹き込みの工事を今後進める。
2025年7月、環境配慮型チタン「TranTixxii-Eco(トランティクシー・エコ)」が、スズキが参戦する2025年8月の「鈴鹿8時間耐久ロードレース」向け二輪車のマフラー材に採用された。原料の50%以上にチタンスクラップを使い、製造時のCO2排出量を約46%以上削減する。
純チタンとして世界初の環境配慮型素材で、製造で異材・異物の混入を防ぐためチタンスクラップを厳格に品質管理し、新型電子ビーム式溶解炉で独自プロセスにより、従来と品質を維持した。
カーボンリサイクル高炉をめざす「JFEスチール」
2021年5月、2050年カーボンニュートラルの実現をめざした「JFEグループ環境経営ビジョン2050」を公表した。①「電炉」+スクラップ活用、②水素による「直接還元製鉄」+電気溶解炉、③「カーボンリサイクル高炉」+CCUSにより、カーボンニュートラル生産プロセスの実現をめざす。
2022年度には、日本製鉄、JFEスチール、神戸製鋼が連携して「高炉水素還元製鉄」の開発に着手した。

東日本製鉄所千葉地区にカーボンニュートラル達成に向けた開発設備を集中し、効率的な開発を進めている。2024年度には試験「電炉」で鉄スクラップの高効率溶解などの実証を始め、リサイクル鋼の原料となる水素による「直接還元製鉄」に向けた試験炉の実証も開始した。
2025年4月、西日本製鉄所倉敷地区に世界最大級の「電炉」の設置を決定した。倉敷地区の3基の高炉のうち1基を電炉に転換する計画で、2028年度の稼働をめざす。
生産能力は約200万トン/年で、高効率の溶解技術によりEV用電磁鋼板や高張力鋼板などの高品位鋼を生産する。これによりCO2排出量を約260万トン/年の削減が可能である。
一方、東日本製鉄所千葉地区に専用の小型試験高炉(内容積:150㎥規模)を建設しており、2025年5月から約2年間「カーボンリサイクル高炉(CR)」の実証試験を開始した。
CRは高炉から排出されたCO2をメタネーション設備でメタンに変換し、再び還元材として高炉で再利用する仕組みである。岡山県倉敷市に拠点を置くENEOSと水素調達・利用で連携し、現行の高炉法に比べて50%以上のCO2排出量の削減をめざす。

■グリーン鉄の販売
2022年10月、CO2排出量を減らし実質ゼロにする「グリーン鋼材「JGreeX(ジェイグリークス)」を、2023年上期から販売。第三者機関(日本海事協会)からの認証を得たうえで、販売には全体でのCO2削減効果を特定の鋼材に割り当てる「マスバランス方式」を採用する。
2023年度の供給可能量は20万トン程度で、東日本製鉄所(千葉地区)第4製鋼工場へ新たなアーク式電気炉の導入を発表。また、2030年度時点で500万トン/年のグリーン鋼材を販売する計画で、2027~2030年度にも岡山県の高炉1基を電炉に転換する。
2023年6月、20万トン/年程度の供給を9月に開始する。広島県の造船会社が自社用船に採用し、12月からは国内海運8社が発注する貨物船向けにも供給する。
2024年7月、グリーン鋼材を、苫小牧栗林運輸が新設する倉庫向けに供給。8月に着工し2025年7月の完成を見込む苫小牧市内の倉庫用の500トンの鋼材のうち250トンにグリーン鋼材を採用する。倉庫の総工費は7億円を見込むが、グリーン鋼材の採用による総工費の増加分は1〜2%である。
道内では今後、GX関連の投資が相次ぎ、洋上風力発電の基礎部分や、データセンターなどの建築でもグリーン鋼材の採用余地は大きい。
独自のミドレックス技術で脱炭素をめざす神戸製鋼
2022年9月、KOBELCOPグループの中期経営計画(2021~2023年度)において、製鉄プロセスのカーボンニュートラルに向けたロードマップを示している。
①大型「電炉」での高級鋼製造、②天然ガス/水素による「直接還元製鉄」(ミドレックス技術)、③「高炉水素還元製鉄」+CCUSにより、カーボンニュートラル生産プロセスの実現をめざす。

ミドレックス・プロセスは、天然ガスを用いて鉄鉱石から直接還元鉄を製造するプロセスである。鉄鉱石を還元するシャフト炉と還元ガスを改質するリフォーマー(改質炉)などにより構成され、直接還元鉄(Hot DRI / Cold DRI)に加え、再酸化が生じにくい熱間成形還元鉄(HBI:Hot Briquetted Iron)の製造技術を確立している。
神戸製鋼所の米国子会社ミドレックス・テクノロジーズが保有する「ミドレックス技術」は、世界の還元鉄生産量の約6割、世界の還元鉄設備シェアの8割を占め、90基超のプラントへの納入実績がある。
高炉で使う鉄鉱石の一部をHBIに置き換えることでコークス使用量を減らし、高炉のCO2排出量を2013年度比20%超低減することが可能である。この技法を使って生産したグリーン鉄の「コベナブルスチール」は、2022年5月に商品化されてトヨタ自動車、鹿島建設、今治造船などに採用されている。
「ミドレックス技術」により製造されたHBIは「高炉」、「電炉」の両方で使え、高炉のCO2排出量削減と大型「電炉」での高級鋼製造に有効である。さらに、ドイツの製鉄会社では「ミドレックス技術」の還元ガスを天然ガスから一部水素への転換が採用されており、2027年以降に水素100%への移行が計画されている。
2023年には、加古川製鉄所(兵庫県加古川市)の高炉で、HBIを使った粗鋼生産時のCO2排出量を2013年度比約25%削減することを実証した。今後、2030年度のCO2排出量を30~40%削減をめざす。
しかし、国内需要の縮小や中国の過剰生産の影響で市況が悪化し、2025年5月電炉の拡大など2024年度から3年間で3000億円の投資計画を1500億円への見直しを発表した、

■グリーン鉄の販売
2022年5月、従来の高炉工程で発生するCO2排出量を大幅に削減した低CO2高炉鋼材“Kobenable Steel(コベナブルスチール)”を国内で初めて商品化した。使用する鉄鉱石の一部を還元済みの熱間成形還元鉄(HBI)に置き換え、同社加古川製鉄所の高炉に多量装入して製造する。
従来の高炉法に比べて製鉄工程でのCO2排出量を20~40%抑制でき、2種類の低CO2高炉鋼材の販売を開始した。マスバランス方式適用により、英国の第三者機関から「CO2排出量100%削減」の認定を受け、2023年には8000トン/年を供給し日産自動車「セレナ」や、東京豊洲で建設中の高層ビル鉄骨に採用されている。
低CO2高炉鋼材“Kobenable Steel”の製造:
■天然ガス(主にCH4)を還元材とし、粉鉱石を加工したペレットを使ってシャフト炉で還元鉄を製造し、ミドレックス技術により高温の還元鉄を運搬に適する大きさの熱間成形還元鉄(HBI)にして高炉へ移送する。
■鉄鉱石の一部を既に還元済みのHBIに置き換え、従来、高炉で使用するコークス量を減らし、CO2排出量を削減する。販売に、全体でのCO2削減効果を特定鋼材に割り当てるマスバランス方式を採用。
また、低炭素アルミニウム(Al)合金板材は、原料鉱石(ボーキサイト)からAl地金を造る「電解精錬工程」に太陽光発電の電力のみを使用し、Al地金製造時のCO2排出量を従来比で約50%削減する。また、製造現場で発生したリサイクル原料も活用しCO2 排出量を削減する。
低炭素アルミニウム合金板材の製造:
■太陽光発電によるAl地金の生産は、アラブ首長国連邦(UAE)のEmirates Global Aluminium(EGA)が担当し、同社が生産した地金を伊藤忠商事が神戸製鋼に供給する。伊藤忠から調達したAl地金を用いて、神戸製鋼の真岡製造所でAl合金板材を生産する。
2025年8月、2026年度までの3年間の中期経営計画における脱炭素関連の投資計画を、3000億円から1500億円へと半分に引き下げた。早ければ2025年度内に電炉導入を決定するとしていたが、中国の過剰生産の影響で市況が悪化し、電炉の導入時期を先送りした。
鉄鋼製品は新技術の導入によって温暖化ガスを削減できも、品質自体は従来と変わらない。競合品と差異化するのは難しい一方で、脱炭素投資のコストを製品価格に転嫁できるかが不透明である。
東京製鉄
東京製鉄は鉄スクラップを主原料とし、電炉製鉄の国内最大手である。現在は建材向け鋼材を主力とするが、自動車向け高級鋼分野にも進出し、2025年までに量産・供給をめざしている。
■ グリーン鉄の販売
2024年7月、CO2排出量を従来の1/4に減らしたグリーン鋼材「ほぼゼロ」の受注を始めた。電気が化石燃料由来でないことを示す「FIT非化石証書」を購入し、鋼材価格に1トンあたり6000円を上乗せして7月から発売する。第三者機関のソコテック・サーティフィケーション・ジャパンがグリーン鋼材の妥当性を確認した。
東鉄によると、電炉のCO2排出量は石炭を使って製鉄する高炉の1/5に抑えられ、1トンあたりCO2排出を0.4トンとしていたが、グリーン鋼材はさらに0.3トン減らす。
グリーン鉄の政府支援と商品化
2025年1月、経済産業省は自動車メーカーに「グリーン鉄」導入を促すため、グリーン鉄を採用したEVなどエコカー購入者に対する補助金を最大5万円上乗せする制度を始めると発表。2025年度の新車購入者から対象とし、各メーカーに2030年度までのグリーン鉄の調達量や導入比率などの計画提出を求める。
今後、メーカー毎の上乗せ額を設定し、同じメーカーのEVであれば一律で最大5万円となるが、軽EV、PHV、FCVなどの種別により異なる。「クリーンエネルギー自動車導入促進補助金」は、車種や性能・機能などで異なり、基本額は最大でEVが85万円、軽EV・PHVが55万円、FCVが255万円で、この額に上乗せされる。
*グリーン鉄は強度や軽さなど性能は遜色ないが、製造コストが高い。日本自動車工業会によると、車1台に必要な鋼材は1.5トンで、CO2を3割削減するには3万円/台のコスト増になる。現状、自動車メーカーへの導入はゆっくと進んでいるのが実情である。
現在、各国の鉄鋼メーカーは独自の「グリーン鉄」商品のブランドを公表している。
「グリーン鉄」と定義する方式は、①製造プロセスの改善等によるCO2排出削減量を製品に割り当てる方式、②脱炭素化技術等によって製造された製品の製造プロセスの排出量を表示する方式、③電炉で使用する電力に係る排出量を電力証書等により下げる方式の3方式に分類される。

自動車メーカーの動向
日産自動車
2022年12月、国内で生産する新型車に、神戸製鋼所が開発した低炭素鋼材と低炭素アルミニウム(Al)合金板材を採用すると公表した。自動車部品を製造する工程でのCO2排出量削減が狙いである。
低炭素鋼材は、2023年春に発売予定の中型ミニバンの新型「セレナe-POWER」から採用し、順次採用車種を増やす。適用部位は、鋼材をプレス成形して造るボディー骨格部品である。

低炭素Al合金板材は、新型EV「アリア」や中型SUVの新型「エクストレイル」から採用し、順次採用車種を増やす。採用時期は2023年春以降で、適用部位はフロントフードやドアの外板などになる。
2025年2月、日産自動車は、「グリーン鉄」の採用を拡大すると発表。日本で製造する自動車向けの鋼板を対象に、2025年度にグリーン鉄の使用量を2023年度比で約5倍に増やす。鉄部品は車両重量の6割ほどを占める主要素材で、車両製造に関わるCO2の削減をめざす。
2023年から、主力のミニバン「セレナ」向けに神戸製鋼所のグリーン鉄を採用してきたが、今後は日本製鉄やJFEスチール、韓国鉄鋼大手ポスコホールディングスのグリーン鉄も段階的に採用を増やす。
2026年1月、JFEスチールが、日産の新型「リーフ」にグリーン鉄が採用されたと公表。日産自動車は2025年度、調達先拡大によりグリーン鉄使用量を2023年度の約5倍に増やす。
トヨタ自動車
2025年11月、電炉大手の東京製鉄の鋼材を2025年度中に採用する。自動車向けに開発した電炉材が採用されるのは、東京製鉄では初となる。電炉材は高炉材よりも製造時のCO2排出量が少ない。経済産業省が定義する「低カーボンフットプリント鋼材」に該当する。
2025年11月、JFEスチールや神戸製鋼所は、マスバランス方式による低炭素の高炉鋼材をトヨタ自動車に採用されたと発表。既に納入を始めており、量産車などでの使用が見込まれている。
神戸製鋼は天然ガスで還元した還元鉄を原料として利用しながらマスバランス方式でCO2を100%削減した。トヨタの量産車向けに10月ごろから納入を始めた。同社の鋼材は「水素エンジンカローラ」など競技車両向けで採用実績があった。
2026年2月、鉄鋼大手3社から環境負荷の小さい「グリーン鉄」の調達を始めた。価格は従来品に比べ4割程度高いが、採用車種に対する政府補助金などで消費者の負担を抑えられると判断した。グリーン鉄調達を通じ排出減へ電炉導入などの環境投資を後押しする。
製鉄プロセスの改良では、石炭を使う高炉を電気を使う電炉へと転換する場合にはCO2排出量を1/4程度にできる。グリーン鉄を購入した企業はCO2削減を証明する書類を交付され、自社製品の削減分として主張できる。2025年末までに日本製鉄、JFEスチール、神戸製鋼所の3社から購入を始めた。
政府は、グリーン鉄を使うPHVやEVに1台当たり最大5万円を補助する取り組みを2025年度に始めた。トヨタ自動車はPHVやEVの部材にグリーン鉄を使い、補助金により消費者への実質的な価格転嫁を抑える。自動車業界では日産自動車やいすゞ自動車に続くグリーン鉄の採用となる。
いすゞ自動車
2025年4月、グリーン鉄を日本製鉄などから調達し、小型EVトラック「エルフEV」などに順次採用する。藤沢工場で建設中の研究開発施設にも、主要鉄骨の2割にあたる約1000トンのグリーン鉄を使う。商用車にグリーン鉄を使うのは国内大手で初めてで、商用車でも進む電動化を踏まえて製造工程でのCO2削減に取り組む。
また、JFEスチールの低炭素鋼材は、国内の主要車種向けに2025年度上期から供給を始めており、いすゞ自動車の量産車に採用されている。
メルセデスベンツ(Mercedes-Benz)
2021年5月、スウェーデンのH2グリーンスチール(H2 Green Steel)と提携を結び、自動車生産にCO2を含まない鋼材(グリーンスチール)の使用を2025年から開始すると公表した。「Ambition 2039」目標の一環で、EUが求めるよりも11年早い2039年にCO2ニュートラル達成を目指している。
2020年に創業したH2グリーンスチールは、鉄鋼生産において石炭(コークス)の代わりに水力、風力など再生可能エネルギー由来のグリーン水素と電力を使用する水素還元製鉄を進めている。鋼材生産過程で排出するCO2を最大95%削減できるとしている。
BMW
2022年2月、ドイツの鉄鋼メーカーであるザルツギッター(Salzgitter)と、2026年からグリーンスチールを調達する契約の締結を発表した。
ザルツギッターは、石炭(コークス)の代わりに水素を使って鉄鉱石を還元する水素還元製鉄や、電力に再生可能エネルギーを用いるなどして、CO2排出量を95%削減する。
他に2025年より、スウェーデンのH2グリーンスチールとも調達契約を結んでおり、欧州工場での鋼材使用量の40%以上をグリーンスチールに切り替え、40万トン/年のCO2削減を目指している。
ドイツの大手自動車部品メーカーのシェフラー
2025年以降、H2グリーンスチールから10万トン/年のグリーンスチールを調達する予定で、20万トン/年のCO2削減を目指す。また、2025年までには自社工場の75%、2030年までに自社工場のすべてについて、実質的な温室効果ガス排出量をゼロにすることを目標に掲げている。
自動車のボディー骨格を造る際に排出されるCO2をいかに減らすか──。素材~骨格部品の製造工程まで脱炭素化の観点から変革が進められている。その中で、今後、高張力鋼板(グリーンスチール)の冷間プレス材が主体となる方向が見えてきた。
一方、米国テスラが「モデルY」のリアボディー部品への採用を公表したことから、アルミニウム合金で一体成型するギガプレスが注目を集めている。今後、溶接組み立てから溶湯加圧成型による低コスト化がEVトレンドとなる可能性が出てきた。
ボディー骨格のプレス成形技術
これまでボディー骨格にはホットスタンプ材が使われてきた。それは厳しくなる世界の衝突安全基準への対応であり、衝突時の衝撃荷重でキャビン(乗員室)を変形させないため、特に強度が必要な骨格部品についてはホットスタンプ材が採用されてきた経緯がある。
トヨタ自動車
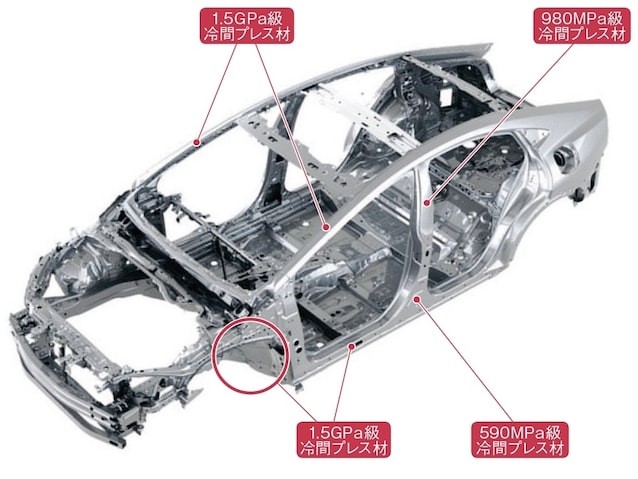
2023年3月、新型HEV「プリウス」(2023年1月に発売)から、先代車のボディー骨格で使っていた熱間プレス材(ホットスタンプ材)を冷間プレス材に変更したことが公表された。今後、脱ホットスタンプの対象は、高級ブランド「レクサス」を含む多機種へと拡大される。
新型プリウスでは、引張強さ1.5GPa級の熱間プレス材(ホットスタンプ材)を使っていたが、CO2排出量削減のために、1.5GPa級の冷間プレス材に変えたのである。鋼材を加熱しない冷間プレス材に変更することで、新型「プリウス」だけでCO2排出量を868トン/年削減できると試算している。
これまで製造コストが安い冷間プレス加工は、高強度・高延性・高寸法精度の骨格部品を造るのが難しく、引張強さ1GPa以下の骨格部品に使われてきた。今回、素材と成形方法を改良することで引張強さ1.5GPa級の骨格部品にも使用する。製造コストはホットスタンプ材と大きく変わらないという。
新型プリウスの骨格部品は、素材をJFEスチールなどから調達し、フタバ産業と豊田鉄工が製造する。部品表面に「ビード」(溝のような凹凸)を付けるなどでスプリングバック量を減らして寸法精度を高め、成形時の「しわ」や「割れ」などの防止対策が行われている。
2023年9月、約3分間で車体の1/3を一体成型できる「ギガキャスト」の試作機を明知工場で公開した。高さ約6m、幅約7m、奥行き約15mの設備で、溶かしたアルミ合金を流し型に流し込み、700℃から250℃まで一気に冷却して固めて取り出す。2026年投入予定のEVで採用する。
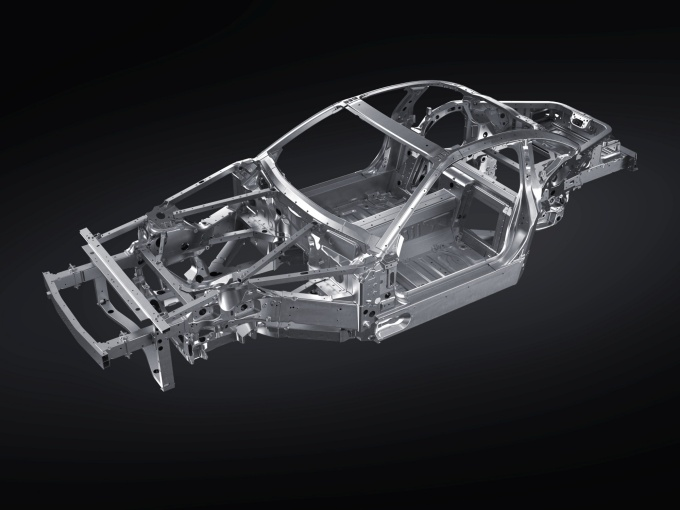
2025年12月、新型スポーツ車「GR GT」の車体骨格の全てにAl合金を採用する。2027年をめどに発売する計画で、骨格全体にAl合金を使うのはトヨタ自動車として初。接合方法の工夫や砂型を使う低圧鋳造を採用し剛性を高めた。「GR GT」の車体骨格はレース仕様車「GR GT3」のベースとなる。
複雑な形状の大型部品にAl鋳造材、その間をつなぐ直線的な部材にAl押し出し材を使用する。鋳造は前後のサスペンション締結部やAピラー根元付近、前後のセンタートンネル付近など計7点に使用する。フロントサスペンション締結部は左右を一体化し部品数を減らした。
本田技研工業
北米向けに展開している多目的スポーツ車(SUV)「MDX」のドアリングでホットスタンプ材の一体成型品を採用している。北米では衝突安全基準が厳しく高張力鋼(ハイテン)への需要は高く、ハイテンを使いながら多くの部品の一体成型を実現するにはホットスタンプが欠かせない。
ジーテクトが高強度のホットスタンプ材を複数組み合わせ一体成型する技術を開発し、本田技研工業に納入した。ホットスタンプは鋼板を900℃近い高温に熱してプレスするため、冷間プレスと比べて割れたり変形したりしにくく成型しやすい。高張力鋼板を使う場合には、冷間プレスでは大型化に限界があるため、部品を分割してプレスした後に溶接組立の必要がある。
マツダ
鋼板を主体としたボディー骨格を選択しており、冷間プレス材を基本とし、骨格部品ごとにホットスタンプ材と冷間プレス材を使い分けて、製造時のCO2排出量削減と経済性の両立を追求している。
CO2排出量削減の観点からは、ホットスタンプ材は骨格部品の成形工程(加熱工程)でCO2を多く排出する。一方で、冷間プレス材は加熱が不要のため成形工程におけるCO2排出量は少ないが、鉄鋼メーカーの鋼材製造工程(必要な強度を出すための熱処理工程)でCO2を排出する。
そのため、CO2排出量削減に関しては、鋼材の製造から骨格部品の製造までのトータルでみる必要があるとし、経済性を含めて鉄鋼メーカーと共同で検証する方針を示している。
経済性の観点からは、ホットスタンプ材は冷間プレス材よりも生産性は良いが、製造コストが高い。そのため、熱間プレス成形時の「多数個取り」、「パッチワーク工法」、「熱間トリム加工」などの採用で低コスト化の検討を進めている。
日産自動車
採用を進めているグリーン鋼材は、熱間プレス加工と冷間プレス加工のいずれも適用できるため、基本的にはどの骨格部品にも適用は可能である。グリーン鋼材は通常の鋼材に比べて材料コストは高いが、骨格部品の鋼材製造工程からのCO2排出量の削減を重視して採用を決めている。
ボディー部品の溶湯加圧成型技術
アルミニウム合金を溶かして大型の鋳型に高圧で流し込み、車体部品の1/3ほどをアルミニウム合金で一体成型できる米国テスラのギガプレスが注目を集めている。多数の部品を溶接で組み立てる従来プロセスに比べて圧倒的な低コスト化が可能で、「モデルY」への採用を公表した。
大型成型機の開発を先駆けたのは中国の工作機械大手のLKテクノロジー・ホールディングス(力勁科技集団)で、2008年にイタリア機械大手イドラを買収し、2019年に6000トン級を発売した。現在は2万トン級を開発中で、合衆新能源汽車のEVブランド「NETA」と連携し同社工場に納入を予定している。
LKテクノロジー傘下イドラや中国海天グループ、スイス機械大手ビューラーも開発・販売を強化している。

米国テスラ
ここ数年、製造を大幅に簡素化できる大型鋳造部品を実現するため、アルミニウムの鋳造技術や合金技術に積極的に投資し、世界最大級の鋳造機を数台導入し、米国フリーモント、テキサス、ドイツベルリン、中国上海のギガファクトリーに配備している。
2021年12月、巨大な鋳造機(12000トン・ギガプレス)を使って、「モデル3」では70個の部品で構成されていたリアボディー部品を、2個のリアボディー部品に置き換えた「モデルY」を公表している。同じアプローチの中国自動車メーカー約6社とも協力している。

米国テスラでは約170個あった金属部品を2個の大型アルミ部品に置き換え、約1600カ所必要であった溶接を不要とした。米国ゴールドマン・サックスによると、テスラのEV原価は2021年には3万6000ドル(約480万円)で、一体成型を採用する前の2017年当時と比べて1/2になった。

トヨタ自動車
2023年6月、トヨタ自動車は、2030年にBEVの世界販売台数を、2022年実績の約140倍に相当する350万台に伸ばす計画を掲げる。このうち170万台は、BEVファクトリーによる次世代BEVが占める見通しで、「ギガキャスト」と呼ばれる溶湯加圧成型部品を採用する。
2027年に投入する「レクサス」のEVからギガキャストを採用し、車体下部の前部と後部でギガキャストを用いる。試作では前部の91部品・51工程を1部品・1工程に集約でき大幅なコスト削減を実現している。未完成車両が無人で自走し、次工程に移動する仕組みも取り入れ、生産コストの半減をめざす。
UBEマシナリー
2023年4月、溶湯加圧成型装置を開発したと発表。2024年8月、EV等の車体構造部品をアルミニウム合金で一体成形するダイカスト技術「ギガキャスト」に対応したダイカストマシンを開発・上市した。型締力9000トンのダイカストマシンを「UH9000」として標準ラインナップ、装置価格は周辺機器を含めて数十億円/台である。
トヨタ上郷工場(愛知県豊田市)に納入し、田原工場(同県田原市)への追加設置も検討中である。
アルミニウム合金を溶かして大型の鋳型に高圧で流し込み、車体部品の1/3ほどをアルミニウム合金で一体成型できる。そのため、多数の部品を溶接で組み立てる従来プロセスに比べ、車体コストが約20%下がる。また、鋼をアルミニウム合金に置き換えることで、車体重量も30%程度軽くできる。
リョービ
2023年7月、自動車アルミ部品大手のリョービは、EV向けの生産技術「ギガキャスト」を使う大型車体部品の生産に参入する。約50億円を投じて静岡県の菊川工場の敷地内に建屋を新設し、6000トン級の成型機を導入する。2025年3月から、主に国内の自動車メーカーなどからの部品受注を見込む。
将来は自動車メーカーの工場への成型機の設置や運用、保守なども行う。同事業には、カナダのアルミ部品大手のリナマーなどが参入を表明している。ギガキャストは部品製造時のCO2排出量を減らせる。アルミニウムのリサイクル品を使うことで、新品のアルミ合金に比べて1/10以下となる。
芝浦機械
2025年2月、ギガキャスト市場への参入を発表。型締め力:6100〜1万2000トンの鋳造設備を開発しており、3月中に発売し、日本、北米、インド、韓国の自動車メーカーや大手サプライヤーなどに売り込み10台/年の販売をめざす。一般的には型締め力が6000トン以上のアルミ鋳造設備をギガキャストと呼ぶ。
型締め力1万2000トンの設備は国内最大級で、幅:27m、奥行き:9m、高さ:9mで、総重量は1100トンにも及ぶ。これまで135〜4000トン級を製造してきたが、ギガキャストは相模工場や海外の協力工場で部品を製造し、顧客の工場で最終的に組み立て、1台数十億円規模になる。
スウェーデンのボルボ・カー、ドイツのフォルクスワーゲン(VW)、中国の小鵬汽車(Xpeng)や浙江吉利控股集団なども、ギガキャストの導入を計画している。
しかし、ギガキャストで製造した部品が事故で破損した際、全て交換する必要が生じる可能性があり、修理費用が高額になりやすく、製造プロセスでも部品が大きいために品質安定化も重要課題である。
JFEスチール
2025年4月、自動車車体のリアメンバーを対象に、超高張力鋼板と冷間プレス成形を用いた骨格部品の統合技術を開発した。リアの足回り部品や駆動系部品を保持してボディーとつなぐ骨格部品で、従来はスポット溶接された11の部品から成り、長さ1600×幅1400×深さ140mmの部品である。
具体的には、1470MPa級までの超高張力鋼板を使う大型部品の成形を可能にし、板厚や強度の異なる鋼板をレーザー溶接で接合して1枚鋼板とするTWB(Tailor Welded Blank)や、複数の鋼板を重ねてスポット溶接してプレス成形する「冷間パッチワーク工法」を適用し、強度が異なる部品の一体化を実現した。
統合部品が大型化すると物流コストがかさむほか、部品損傷時の修繕が広範囲に及ぶ。そのためリアメンバーでは「適切な範囲」での部品統合にとどめた。

出典:日経XTECH
マグネシウム合金の射出成型
2026年1月、日本製鋼所はマグネシウム射出成型機でEV向け大型部品に対応した機種を開発した。既存機種などと合わせて販売を広げる。マグネシウムは重量が鉄の1/4で、アルミニウムは鉄の1/3と比べても軽い。また、放熱性が高いためにEVの電装部品などでの採用が広がっている。
車の骨格部材に使う動きもあり、新型射出成型機種「JLM1800-MGⅡeL」で型締め力:1800トンを開発した。最大の3000トンに次いで2番目に大きい機種である。今後は需要動向をみながら型締め力:3000トンを超える大型機種の開発も視野に入れる。
自動車向けCFRP問題
2024年4月、欧州連合(EU)が自動車向け炭素繊維の原則禁止を検討していることが報道された。廃棄する際に、細かい繊維が人体に悪影響を及ぼす恐れがあるためで、炭素繊維は東レ、三菱ケミカル、帝人の3社で世界シェア(2024年)の52%のシェアを持ち、制限されれば日本の先端素材産業に打撃となる。
EUは廃棄車のリサイクルを規定する「ELV指令」で鉛、水銀、カドミウム、六価クロムを有害物質に指定しているが、立法機関である欧州議会が改正案で、車向けの使用を大幅制限する有害物質の項目に炭素繊維を加えた。改正案が成立すれば、世界で初めて炭素繊維が使用規制の対象となる。
2025年4月、欧州理事会、欧州議会、欧州委員会の3機関で協議を行い、自動車向け炭素繊維の利用禁止に関する指令の改正案を年内にも決める。日本側はEU日本政府代表部や中央省庁、関係する企業関係者らが意見交換のうえ、EUに経緯や理由などを問う書簡を送る予定である。
2024年の炭素繊維シェア首位は東レ(34%)で、二位はドイツのSGLカーボン(11%)である。フォルクスワーゲン(VW)やBMWが出資するSGLは、他の炭素繊維メーカーより自動車向けの供給比率が高くダメージは大きい。また、イタリアのフェラーリやランボルギーニなど欧州高級車は炭素繊維の使用割合が高い。
2025年12月、自動車への炭素繊維利用を巡り、欧州連合(EU)が規制撤回方針を固めた。東レなど炭素繊維大手によるロビー活動に欧州車大手も加勢し、EUが規制案を修正し2026年に正式発表する。改正案では、リサイクルが難しい「懸念物質」について施行後の継続調査することが盛り込まれた。
当初、欧州議会は廃棄車のリサイクルを規定する「ELV指令」の改正案に炭素繊維規制を盛り込み、水銀や鉛、カドミウムなどと並び車体使用を制限するものであった。炭素繊維はリサイクルのための分解が難しく、施行後の継続調査を考慮するとリサイクル技術の早期確立が不可欠である。
グリーン・タイヤとは
2023年4月、住友ゴム工業は製造段階で排出するCO2を実質ゼロに抑えたタイヤを公開した。太陽光発電と水素を活用し、製造段階で必要なエネルギーをまかない、高級車向けタイヤ「ファルケン」でカーボンニュートラルを実現した。福島県の白河工場で製造を開始し、6万本/年程度の製造を予定する。
一方、2024年6月、タイヤ大手がEV向けタイヤを相次いで投入していると報じられた。
2024年2月、ブリヂストンは、静粛性・乗り心地・運動性能などタイヤに求められる基本性能を進化させた乗用車用プレミアムブランド商品「REGNO GR-XⅢ」を発売した。「EV時代の新たなプレミアム」と位置付ける商品設計基盤技術ENLITENを、国内市販用乗用車向けタイヤとして初搭載した。
EVで課題となる航続距離を伸ばすため、ゴムの使用量を減らして軽量化し、乗り心地や運動性能も向上させたほか、新たな溝の形状を取り入れるなどして、静粛性も高めた。
2024年3月、住友ゴム工業は、低燃費(電費)性能を実現した小型EVトラック向けリブタイヤ「e. ENASAVE SPLT58」を発売した。航続距離を伸ばすことに加え、専用バッテリー搭載による車重増によるタイヤ摩耗を抑えることを目的に開発された。
トレッド幅とショルダープロファイルを最適化し、余分なゴムを削減して燃費悪化の要因となる無駄な発熱を抑制した。これにより、転がり抵抗係数を従来品「DUNLOP ENASAVE SPLT50M」比で21%低減した。
2024年6月、トーヨータイヤ(TOYO TIRE)は、小型EVトラック専用リブタイヤ「NANOENERGY M151 EV」を発売した。ラストワンマイルを担う小型トラックは、車両荷重が増大するほか、パワフルな駆動力によって加速性能が向上し、回生ブレーキが強くなるなど、タイヤに対する負荷が高い。
非対称パターンと溝形状の工夫、ゴムの耐摩耗ナノ・コンポジット・ポリマー複合化により、低電費性能、転がり抵抗低減に加え、耐摩耗性能を従来品「低メンテナンスリブタイヤM125ZB」比で21%向上させた。
2025年1月、TOYO TIREは、植物由来やリサイクル材などサステナブル(持続可能)な素材が使用原材料の91%を占めるタイヤを開発した。2024年1月に発表した使用率が90%のタイヤを、さらに1ポイント高めた。主力ブランド「オープンカントリー」を冠し、実際に走行可能な強度・品質を備える状態で試作した。
TOYO TIREは市販するタイヤなどのサステナブル素材使用率を、2030年時点で40%、2050年には100%とする目標を掲げている。
2025年12月、使用原材料の96.5%を植物由来やリサイクル材などサステナブル素材が占めるコンセプトタイヤを開発した。量産にはコスト面の課題があり、技術開発を加速させる。
業界ではシンガポールのジーティータイヤ(Giti Tire)が開発した93%が最高水準だったが、それを上回る。タイヤの性能や製造工程に重要な硫黄や酸化亜鉛などの素材に、再生品を活用する。

2026年1月、日本ミシュランタイヤは、走行時の摩耗を抑え、燃費性能の向上も期待できる夏用タイヤの新製品を発表、4月から発売する。地面と接触するゴム部分の性能を上げて、タイヤが転がる際に逆向きに加わる「転がり抵抗」を抑えた。
スポーツ車向けの「ミシュラン・パイロットスポーツ5エナジー」17サイズと、ミニバンや多目的スポーツ車(SUV)向けの「ミシュラン・プライマシー5エナジー」21サイズを展開する。
ブレーキ、その他
ディスクブレーキは、鋳鉄・鉄鋼製ロータ表面に耐熱・耐摩耗コーティングとして自溶性合金溶射、アーク溶射(AS)によるCu-FeCrC皮膜、APSや高速フレーム溶射(HVOF)によるWC-NiCo皮膜が採用され、ブレーキパッドで挟むことで安定した制動力を発生させている。
2023年11月に欧州議会で成立した次期排ガス規制(Euro7)で、タイヤとブレーキからの非排気粉塵が規制対象に加えられた。規制は2025年と2035年の2段階で強化される。また、米国ワシントン州とカリフォルニア州では、生態系への影響防止から、ブレーキ摩擦材に含まれる化学物質規制の州法が発効された。
そのため、ブレーキメーカーを中心に低粉塵摩擦材の開発や、レーザークラディングなどの新プロセスの適用が進められている。また、軽量化と耐熱性向上をめざすC/CコンポジットやSiC/SiC複合材料製のブレーキ用ディスクロータも、高級車向けに実用化しており、電気自動車向けの新展開が進められている。
2024年8月、日産自動車は、放射冷却素材の技術を持つ中国ラディクールと共同で自動車用に放射冷却塗料(自己放射冷却塗料)を開発した。塗膜に2種類のマイクロ構造粒子①近赤外線を反射させる粒子と、塗膜の温度が上昇した際に②電磁波を放射して熱を外に放出する粒子を分散させることで実現した。
新塗料はトップコートの下に塗るカラーコートとして使う。開発当初は120㎛と厚く、薄膜化を進めているが量産車で適用される20㎛には達していない。そのため、特装車両への適用や塗料としての販売を検討する。
日産自動車は、ラディクールジャパンの販売代理店である日本空港ビルデングの協力を得て、2023年11月から1年間の実証実験を羽田空港で実施している。ANAエアポートサービスが同空港で使用している「NV100クリッパーバン」に当該塗装を施し、塗装の効果や耐久性の検証を進めている。
2025年11月、住友ベークライトは自動車用ブレーキパッド向けに耐摩耗性に優れた樹脂を開発。2028年に始まる欧州排ガス規制「Euro7」でブレーキダストの量も規制対象となるため、ブレーキパッド用バインダー向けのアミド変性フェノール樹脂「スミライトレジン PR-56531」を開発した。
従来製法に適用でき、摩擦性能を維持しながら耐摩耗性の向上が可能である。摩耗量は従来品比24%減らし、ブレーキダストの発生量を削減できる。2027年に量産販売を始める。
2026年1月、三菱商事は出資先の米企業などと組み、CO2を原料とするプラスチックを独フォルクスワーゲン(VW)の自動車部品に供給した。出資先の米国新興インフィニウムがCO2由来の合成原料、素材メーカーがポリプロピレン樹脂をつくり、車部品メーカーが車体と屋根をつなぐピラーに仕上げた。
ポリプロピレンは軽くて成型しやすく、自動車用プラスチックの半分以上を占める。VWは2028年以降に一部の商用モデルでの採用を検討中で、2030年以降にグループ全体で使用量を増やす。
マルチマテリアル化とは
自動車の燃費向上を目的に、エンジン効率向上、車体(ボディ)の空気抵抗低減、タイヤの低ころがり抵抗化などの研究開発は継続的に進められてきた。2010年代に入ると新構造材料による車両の軽量化に注目が集まり、新エネルギー・産業技術総合開発機構(NEDO)のプロジェクトが発足している。
すなわち、新構造材料研究組合(ISMA)では、30を超える企業・大学・研究機関と連携し、自動車を中心とした輸送機器の抜本的な軽量化(重量半減)に向けて、主要な構造材料の高性能化とマルチマテリアル化の技術開発を行う「革新的新構造材料等研究開発」プロジェクトが推進されている。
図1には、車体の軽量化に向けた適切な材料選択の例を示す。このようなマルチマテリアル化を実現するために、プロジェクトでは次のような開発が行われた。
・新構造材料研究組合HP、http://isma.jp/ja/works/
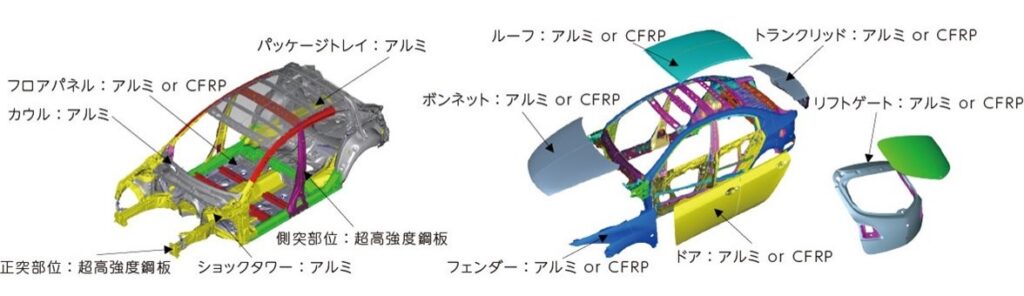
出典:新構造材料研究組合、http://isma.jp/ja/works/
2013~2017年には、高張力鋼の高延性化(引張強度:1500MPa、伸び:20%)、難燃性マグネシウム合金(引張強度:363MPa、伸び:15%)や高強度アルミニウム合金(引張強度:739MPa、伸び:15.3%)の開発などが行われた。
また、短繊維強化の熱可塑性炭素繊維強化樹脂(CFRTP:Carbon Fiber Reinforced Thermo Plastic)による車体/構造用部品の試作が行われた。
さらに、溶融接合や摩擦撹拌接合(FSW:Friction Stir Welding)による同種材料(炭素鋼板-炭素鋼板)の接合、異種材料の接合技術開発(炭素鋼板-CFRPの接着接合、アルミニウム合金-炭素鋼板のスポット溶接、アルミニウム合金―CFRPのFSWなど)が実施された。
また、2018~2020年には、マルチマテリアル化を目指した技術や部品化の課題を解決し、衝突安全性に考慮した構造設計を行うなど、自動車ホワイトボディのモデル化の検討を行うなど、実用化・事業化を目指した研究開発が推進された。
2022年6月、大王製紙はレース用EV部品への植物由来素材「セルロースナノファイバー(CNF)」の提供を発表した。2018年から部品提供を開始、2021年にドアやルーフパネルに採用され、今回は愛媛大学や川之江造機と開発した新成型方法でバンパーやボンネットなどの大型部品にCNFを適用した。
CNFは原料のパルプをナノ(ナノは10億分の1)メートル単位に細かく解きほぐして作り、同社のCNF成形体は引張強度がプラスチックの約5倍であり、車体の軽量化による燃費向上に寄与する。置き換えた部分は約5割の重さになり、米国コロラド州のレースでの公道検証が行われる。
マルチマテリアル化の本質的な目的は、適材適所よるものづくりにある。この適材適所はガソリン車、ハイブリッド車、電気自動車、燃料電池車などの車種とは無関係に、自動車に共通の課題である。
自動車において革新的な軽量化を実現するために、従来はオール炭素鋼製であったボディーを薄板の高張力鋼板に置き換えたり、部分的にアルミニウム合金、マグネシウム合金、炭素繊維強化樹脂(CFRP:Carbon Fiber Reinforced Plastic)などの軽量材料への置き換えが進められている。
一方で、これらの各種材料をボルトやリベットなどの機械的締結でつなぐことは、基本的に軽量化とは相反する。そのため、革新的な軽量化を実現するためには異種材料の継手設計と、異種材料間の接合技術の開発が不可欠となる。
異種材料の継手設計とは
異種材料の継手部が有する特有の力学的問題として、材料不連続による応力集中があげられる。すなわち、図2(a)に示すように、き裂のような応力集中源を有する平板が一様に引張荷重を受ける場合、き裂の先端近傍には(1)式で示すような顕著な応力集中が生じることは良く知られている。
・異種金属接合継手の設計法、機械の研究、55-7、(2003)757-766.
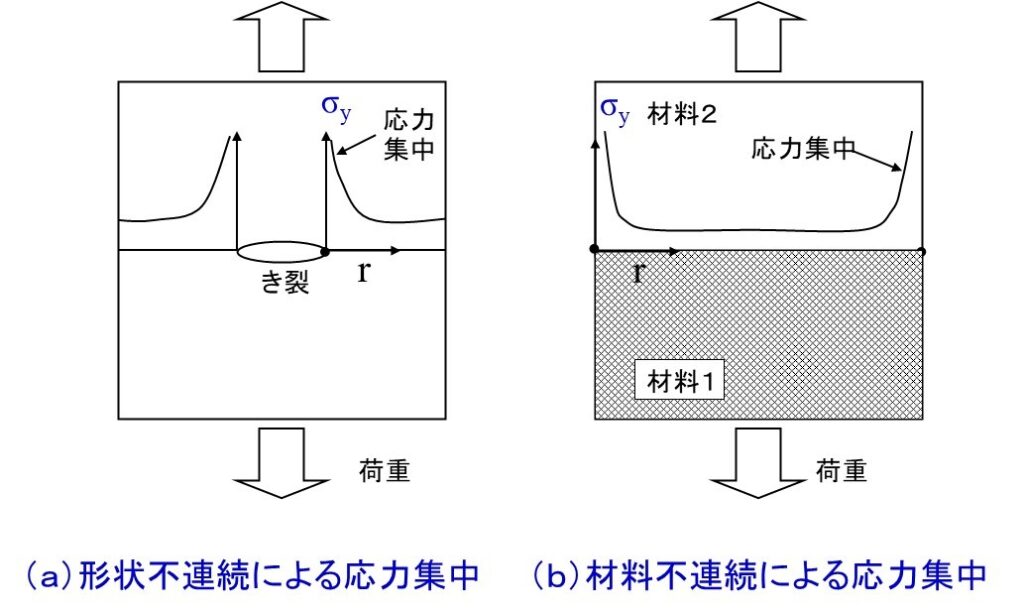
σy=KⅠ/(2πr)1/2 (1)
ただし、KⅠ:応力拡大係数であり、作用する荷重やき裂長さ、平板寸法で決まる。(π=3.14)
これは形状の不連続による応力集中と呼ぶことができ、脆性破壊や疲労破壊などのように局部応力によって破壊が生じる場合の原因となる。一般に接合部の多くは形状の不連続部に設けられるため、従来から接合部の継手設計においては形状による応力集中を十分に考慮する強度設計が行われている。
一方、図2(b)には材料不連続による応力集中を示すが、これに関しては十分に認識されているとは言い難いのが現状である。すなわち、図に示すように形状不連続のない平板の場合でも、異種材料の接合界面端部近傍には次式で示すような顕著な応力集中が生じる。
σy=KⅠ‘/(2πr)p (2)
ただし、KⅠ‘:接合界面端部の応力拡大係数、p(θ):応力特異性指数は材料1と材料2の接合界面端部でのアペックス角度θの関数である。(図1(b)ではθ=90°)
形状不連続による応力集中の度合いは、形状によって大きな影響を受けるが、材料不連続による応力集中の度合いは材料1と材料2の弾性定数(弾性率、ポアソン比)の差によって影響を受ける。
材料不連続による応力集中は(2)式から分かるように、接合界面端部近傍の応力が接合界面端部に向かって無限大に発散する。ただし、0<p(θ)<1であり、p(θ)が大きくなるほど応力集中は顕著となる傾向を示す。
p(θ)=0.5の場合には、(1)式で示すき裂と同じ応力特異性を示すことから、材料不連続による応力集中の厳しさは明らかである。しかし、アペックス角度θを適切に選定することでp(θ)=0とすれば応力特異性は消失し、接合界面の応力集中低減のためには有効な手段である。
このような異種材料接合界面の端部に生じる応力特異性については、多くの異種材料の組み合わせやその継手形状により異なるため、異種材料継手の設計法の概念を構築し、継手設計指針として体系的にまとめる必要がある。
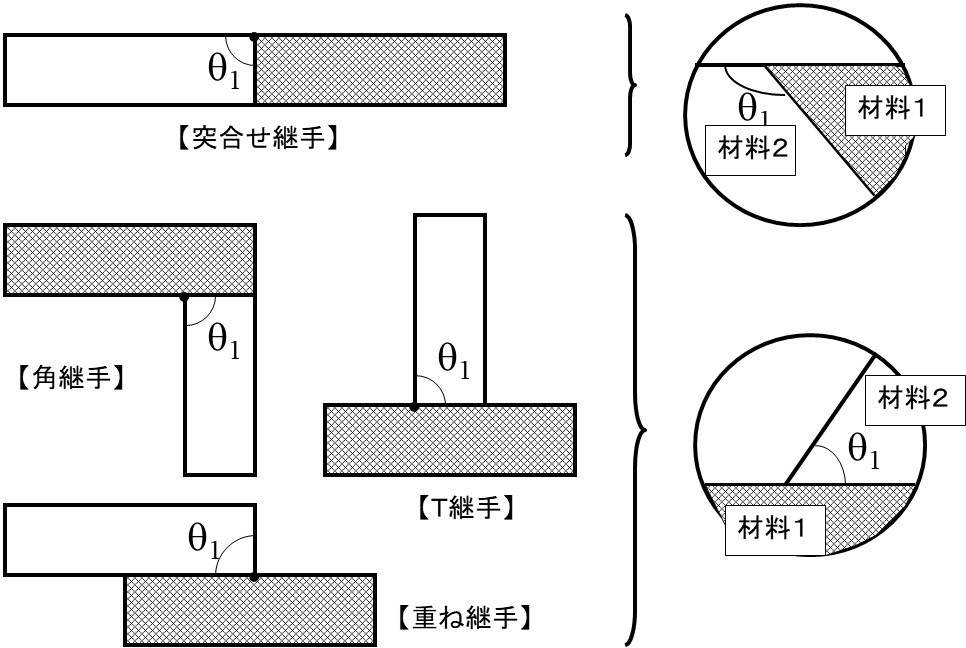
図2には、異種材料の平板で構成される継手形状の基本形式をまとめて示す。突合せ継手は図中に示すI型突合せ継手(θ1=90°)が一般的であるが、異種材料継手においては接合面積を大きくするために、接合面を斜めとしたスカーフ継手(θ1≠90°)が使われる場合も多い。
この場合の接合界面端部近傍の応力集中は、図中の右側に示すように材料1と材料2の接合界面が自由縁とアペックス角度θ1で交差する場合にモデル化することができる。アペックス角度θ1を適切に選定することでp(θ)=0とすれば応力集中を軽減することが可能である。
その他、T継手、角継手、重ね継手などがある。中でも、重ね継手は接合面積を自由に選ぶことができるため、異種材料継手では多用される。これら3種類の異種材料継手の接合界面端部近傍の応力集中は、図3右側に示すように材料2が端部角度θ1で材料1と接合される場合にモデル化できる。
このようなモデル化した各種の異種材料継手(アルミニウムータングステン、アルミニウムー炭素鋼、アルミニウムー銅、チタン―ニッケル、チタンー銅など)のスカーフ継手については応力特異性解析が行われており、応力特性指数p(θ1)を低減できる継手端部角度θ1が明らかにされている。
以上で示した異種材料継手の設計法の有効性は、有限要素法解析や実験検証により確認されている。
実際に、接合界面に脆弱な金属間化合物層が形成された銅とアルミニウムの摩擦圧接継手を対象に、接合界面形状を制御して接合界面端部における応力集中を低減することで、衝撃強度が大幅に向上し信頼性が改善できることが明らかにされている。
また、炭素鋼とアクリル樹脂(PMMA)の接着継手の曲げ強度の向上や、アルミニウム合金基材に形成された13Cr鋼溶射皮膜の界面端部からのはく離強度の向上などにも有効であることが明らかにされている。
接合・接着技術の取り組み
図4には、自動車生産で利用されている接合技術と、次世代に向けて適用開発が進められている接合技術をまとめる。現在、自動車で利用されている機械的締結は、リベット接合や下穴をあけずに上板を貫通し下板を貫通させないセルフピアスリベット(SPR:Self Piercing Rivet)締結である。
海外では、上下板をスクリューで貫通させる一方向ドリルスクリュー(FDS:Flow Drilling Screw)締結も採用されている。SPRとFDSは、同種材料接合あるいは異種材料接合でも適用が可能である。
また、自動車用鋼板は薄板が多いため、溶接入熱を下げて鋼板のひずみを抑制する必要がある。そのため溶接する鋼板を電極で挟み込み、加圧しながら電気を流して抵抗熱で接合する抵抗スポット溶接、抵抗シーム溶接が多用されており、低入熱アーク溶接、鋼板の抵抗スポット溶接に代るレーザースクリュー溶接(LSW:Laser Screw Welding)などが採用されている。
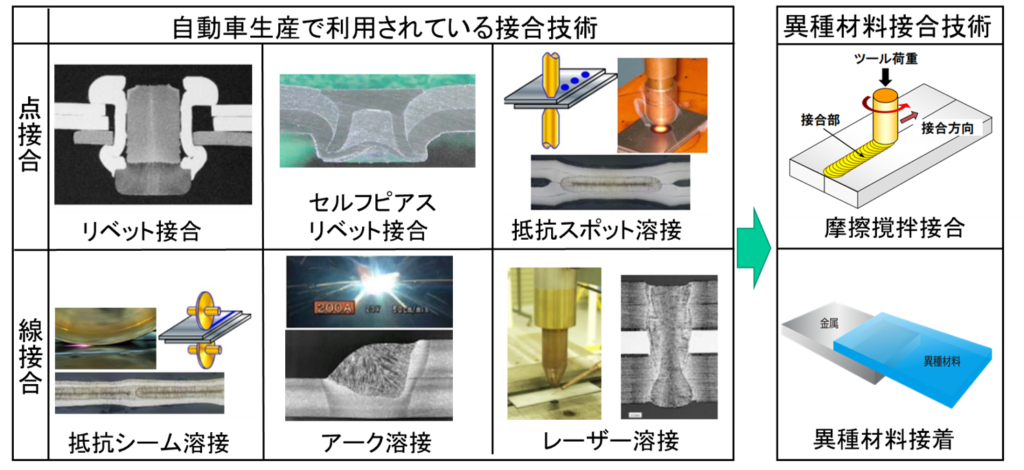
次世代の異種材料接合技術として注目度の高いのは、1991年に英国溶接研究所(TWI:The Welding Institute)で開発された摩擦撹拌接合(FSW:Friction Stir Welding)である。
先端に突起のある円筒状の回転ツールを接合部材に圧入し、その摩擦熱で部材を軟化させ、回転力で接合部周辺を塑性流動させて接合するプロセスである。大気中での溶接が難しいアルミニウム合金の接合プロセスとして多用され、電車の車体に採用されている。
最近ではアルミニウム合金と他の材料(炭素鋼、マグネシウム合金、チタン合金、樹脂など)との異種材料接合技術としてFSWの適用が検討されている。
・(株)東レリサーチセンター、FSWによる異種材料接合に係る最近の研究概況、No.0356 、2018/06/04
- アルミニウム合金ー熱可塑性樹脂(ポリアミド(PA)、ポリカーボネート(PC)、アクリロニトリル・ブタジエン・スチレン(ABS)、ポリエチレンテレフタレート(PET)、高密度ポリエチレン(HDPE)など)
- 炭素鋼ー熱可塑性樹脂(同上)
- アルミニウム合金ー炭素繊維強化プラスチック(CFRP)
- 炭素鋼ー炭素繊維強化プラスチック(CFRP)
その他、FSW以外のプロセスによる異種材料接合技術としては、炭素繊維強化熱可塑性プラスチックと金属材料間の接合に注目度が高まっている。
- 超音波振動ツールによるアルミニウム合金ーCFRTPの接合
- 高周波誘導加熱によるアルミニウム合金ーCFRTPの接合
- レーザー加熱による亜鉛メッキ鋼板ーCFRTPの接合
一方で、熱可塑性樹脂(CFRTPを含む)ー金属材料の接着技術の開発も着実に進められており、あらかじめ金属表面を化学処理やレーザー加工の前処理により凹凸を付与することで、アンカー効果により高い接着継手強度が実現されている。
ただし、前処理と接合工程までの時間経過により、接着継手強度が低下するため、品質保証上の問題となっている。そのため前処理後にすぐに接合ができる複合装置の開発が行われている。
・日経クロステック、https://xtech.nikkei.com/atcl/nxt/column/18/01516/00004/
また、接着剤をシート状に加工した加熱硬化型の「粘接着フィルム」の開発も行われている。接着継手の強度は、接着層の厚さが増すほど低下する傾向を示す。そのため接着剤を厚さが100μm程度のシート状にすることで、接着継手の品質を高め、同時に接着作業の効率化が行われている。